 Dansk
Dansk English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














I dag vil vi diskutere, hvordan man vælger tykkelsen og udformer åbningerne, når man bruger SMT-stencils.
Valg af SMT-stenciltykkelse og blændedesign
Kontrol af mængden af loddepasta under SMT-udskrivningsprocessen er en af de kritiske faktorer i SMT-proceskvalitetskontrol. Mængden af loddepasta er direkte relateret til tykkelsen af stencilskabelonen og formen og størrelsen af åbningerne (skraberens hastighed og det påførte tryk har også en vis indvirkning); tykkelsen af skabelonen bestemmer tykkelsen af loddepasta-mønsteret (som i det væsentlige er det samme). Derfor, efter at have valgt skabelontykkelsen, kan du kompensere for de forskellige loddepastakrav for forskellige komponenter ved passende at ændre blændestørrelsen.
Valget af skabelontykkelse bør bestemmes baseret på samlingstætheden af det trykte kredsløb, størrelsen af komponenterne og afstanden mellem stifter (eller loddekugler). Generelt kræver komponenter med større puder og mellemrum mere loddepasta og dermed en tykkere skabelon; omvendt kræver komponenter med mindre puder og snævrere afstand (såsom snævre QFP'er og CSP'er) mindre loddepasta og dermed en tyndere skabelon.
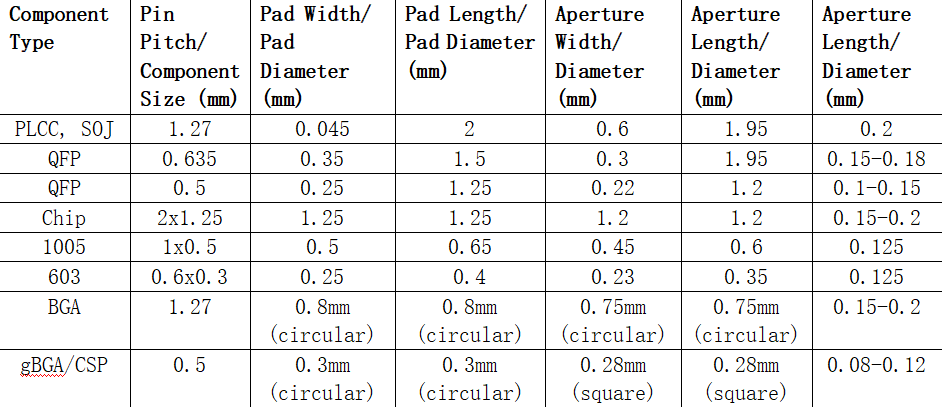
Erfaring har vist, at mængden af loddepasta på puderne på generelle SMT-komponenter bør sikres til at være omkring 0,8 mg/mm ² og {4} omkring 0,5 mg/mm ² for komponenter med smal stigning. For meget kan let føre til problemer som for stort loddeforbrug og loddebrodannelse, mens for lidt kan føre til utilstrækkeligt loddeforbrug og utilstrækkelig svejsestyrke. Tabellen vist på omslaget giver tilsvarende åbnings- og stencilskabelondesignløsninger til forskellige komponenter, som kan bruges som reference til design.
Vi vil lære anden viden om PCB SMT stencil i næste nye.
